










Оцинкованная вентиляционная система Производитель рулонов для производства в России
Базовая информация
Модель: BOSJ-V
Описание продукта
Модель: BOSJ-V Формовочный метод ковки: Формовочный штамповка: Автоматизация Гарантия: 12 месяцев Преимущество: Легко обслуживается Материал ролика: Gcr 15 Тип управления: Авто Тип: Выпрямляющая машина Источник питания: Гидравлическое давление Сертификация: SGS, ISO9001, CE Подгоняно: Подгоняно Условие: Новая система управления: Система управления PLC Происхождение: Jiangsu 1, процесс формирования
Де-койлер - Подача сервопривода - Зазор и обрезка формования - Формирование --- таблица сбора
2, блок-схема
3, Комплектующие для оборудования
Оборудование состоит из де-моталки, системы подачи, зазора и обрезки, формовочной машины, таблицы сбора, электрической системы управления и т. Д .;
4, Технические параметры основных частей оборудования
1, Авто-декодер
A, грузоподъемность: 2 T
B, Внутренний диаметр катушки: 490-510 мм
Наружный диаметр ≤ 1200 мм
2 & период; Подача сервопривода и пробивка незаполненных угловых деталей
A, Серводвигатель: Двигатель Mitsubishi Servo, мощность: 1 & period; 0kw
B, Пробивка незаполненной угловой матрицы: 4 столба штамповки
C, Материал штамповки: Cr12 & period; Тушение
2, Питание: Мощность 0 и период; 37 кВт
3, Формовочная машина
A, рамка формирования
B, Материал формы: GCr15, закалка: Жесткость: HRC56-62º
C, Двигатель: 7 и период, 5kw двигатель преобразования частоты
4, Электрическое управление: система PLC
Технические характеристики:
Требования к технике оборудования:
Площадь оборудования: 20 × 3 & period; 0 × 2 & period; 5 & l; L × W × H & rpm; метр и период;
Напряжение: 380 В, 50 Гц, 3 фазы и период;
Гидравлическое масло: NO: & period; 46 & Num; & период;
Масло трансмиссионное: 18 шт. Гипоидное трансмиссионное масло и период;
Основные технические параметры оборудования:
Исходный материал ширина XXX мм
Толщина материала: 0 и период, 8 ~ 1 и период, 2 мм
Материал оцинкованный лист
Скорость производства: около 3 м и мин; мин.
Длина производства: ≥ 4000 мм
Общая установленная мощность оборудования составляет 20 кВт и период;
Параметры основного оборудования:
1 - Обмотка
Ширина материала: ≤ 250 мм, Толщина материала ≤ 2 и период; 0 мм и полу;
Внутренний диаметр: 480-520 мм & полу;
Наружный диаметр: φ 1200 мм & полу;
Max & период; Грузоподъемность: ≤ 2T
2 - Система выравнивания
Используйте 9 нивелиров,
Мощность 2 и период, 2 кВт,
Скорость: 10 М & золь; мин.
3 - Система подачи сервопривода
BNC-30Технические параметры:
BNC-300
Диаметр подающего вала: φ 60 мм
Диаметр измерения вала: 60 мм
Максимальная подающая пластина шириной: ≤ 300 мм
Максимальная подающая пластина толщины: ≤ 3 и период, 5 мм
Максимальная скорость подачи: ≤ 40 м & золь; мин.
Допуск длины подачи и гашения: ± 0 и период; 20 мм
Допуск на длину полной длины корма: ± 0 и период; 25 мм
Мощность и мощность серводвигателя: 1 & period; 8KW & sol; Япония Yaskawa
Трансмиссия Синхронное колесо & золь; шестерня
Кодер измерения длины: ROUNDSS 2500P
4- Выемка, пробивка отверстий и резка
Конструкция: Гидравлическая штамповка, сварная стальная рама, имеет хорошую гибкость
Первые вырезные головки: 2 комплекта
Первая штамповка: 1 комплект
После формирования надрезных штампов: 2 комплекта
После формирования режущей головки: 1set
5 - Главная машина для формовки
Модель: GY160
Стадии формирования: 14 групп
Рамка формовки: используйте боковую конструкцию настенного типа
Толщина боковой стенки: 35 мм
Максимальная ширина материала: ≤ 171 мм
Минимальная толщина материала: 1 и период; 2 мм
Диаметр вала валка: φ 48 мм
Роликовый материал: Cr12MoV, твердость закалки, HRC58-62 °
Использование конструкции с двумя подшипниками, тип подшипника 6208
Основной приводной двигатель использует 7 и период, двигатель и период преобразования частоты 5 кВт;
6 - Режущая система
Период; Модальность Гидравлическая резка
Б & период; Конструкция с последующей режущей конструкцией системы в формовочной машине, длина разреза может быть установлена & period;
7 - Столбец
Рамка: тип платформы без мощности
8 - Электрическая система управления
1-вся линия принимает управление PLC, дисплей дисплея LCD LCD и програмное обеспечение интерфейса man-machine & период; Взаимодействие между работниками и ПЛК и периодом; & RPAR;
Оператор может выполнять следующие
Программа настройки & PLC;
Мониторинг процесса управления,
Измените параметры управления,
Длина цифровой настройки заготовки,
Длина регулировки и периода заготовки;
Оборудование контроля состояния в реальном времени и индикация неисправности и период;
2- Режим работы: Manual & sol; Auto two & period; С ручной функцией автоматического переключения: в ручном режиме может работать автономно, удобный ремонт и полу; В автоматическом режиме все производство и эксплуатация, последовательность запуска и полу; Наряду с кнопкой аварийной остановки, удобной в обращении с чрезвычайными ситуациями, для обеспечения безопасности оборудования и персонала и периода;
Де-койлер - Подача сервопривода - Зазор и обрезка формования - Формирование --- таблица сбора
2, блок-схема
3, Комплектующие для оборудования
Оборудование состоит из де-моталки, системы подачи, зазора и обрезки, формовочной машины, таблицы сбора, электрической системы управления и т. Д .;
4, Технические параметры основных частей оборудования
1, Авто-декодер
A, грузоподъемность: 2 T
B, Внутренний диаметр катушки: 490-510 мм
Наружный диаметр ≤ 1200 мм
2 & период; Подача сервопривода и пробивка незаполненных угловых деталей
A, Серводвигатель: Двигатель Mitsubishi Servo, мощность: 1 & period; 0kw
B, Пробивка незаполненной угловой матрицы: 4 столба штамповки
C, Материал штамповки: Cr12 & period; Тушение
2, Питание: Мощность 0 и период; 37 кВт
3, Формовочная машина
A, рамка формирования
B, Материал формы: GCr15, закалка: Жесткость: HRC56-62º
C, Двигатель: 7 и период, 5kw двигатель преобразования частоты
4, Электрическое управление: система PLC
Технические характеристики:
Требования к технике оборудования:
Площадь оборудования: 20 × 3 & period; 0 × 2 & period; 5 & l; L × W × H & rpm; метр и период;
Напряжение: 380 В, 50 Гц, 3 фазы и период;
Гидравлическое масло: NO: & period; 46 & Num; & период;
Масло трансмиссионное: 18 шт. Гипоидное трансмиссионное масло и период;
Основные технические параметры оборудования:
Исходный материал ширина XXX мм
Толщина материала: 0 и период, 8 ~ 1 и период, 2 мм
Материал оцинкованный лист
Скорость производства: около 3 м и мин; мин.
Длина производства: ≥ 4000 мм
Общая установленная мощность оборудования составляет 20 кВт и период;
Параметры основного оборудования:
1 - Обмотка
Ширина материала: ≤ 250 мм, Толщина материала ≤ 2 и период; 0 мм и полу;
Внутренний диаметр: 480-520 мм & полу;
Наружный диаметр: φ 1200 мм & полу;
Max & период; Грузоподъемность: ≤ 2T
2 - Система выравнивания
Используйте 9 нивелиров,
Мощность 2 и период, 2 кВт,
Скорость: 10 М & золь; мин.
3 - Система подачи сервопривода
BNC-30Технические параметры:
BNC-300
Диаметр подающего вала: φ 60 мм
Диаметр измерения вала: 60 мм
Максимальная подающая пластина шириной: ≤ 300 мм
Максимальная подающая пластина толщины: ≤ 3 и период, 5 мм
Максимальная скорость подачи: ≤ 40 м & золь; мин.
Допуск длины подачи и гашения: ± 0 и период; 20 мм
Допуск на длину полной длины корма: ± 0 и период; 25 мм
Мощность и мощность серводвигателя: 1 & period; 8KW & sol; Япония Yaskawa
Трансмиссия Синхронное колесо & золь; шестерня
Кодер измерения длины: ROUNDSS 2500P
4- Выемка, пробивка отверстий и резка
Конструкция: Гидравлическая штамповка, сварная стальная рама, имеет хорошую гибкость
Первые вырезные головки: 2 комплекта
Первая штамповка: 1 комплект
После формирования надрезных штампов: 2 комплекта
После формирования режущей головки: 1set
5 - Главная машина для формовки
Модель: GY160
Стадии формирования: 14 групп
Рамка формовки: используйте боковую конструкцию настенного типа
Толщина боковой стенки: 35 мм
Максимальная ширина материала: ≤ 171 мм
Минимальная толщина материала: 1 и период; 2 мм
Диаметр вала валка: φ 48 мм
Роликовый материал: Cr12MoV, твердость закалки, HRC58-62 °
Использование конструкции с двумя подшипниками, тип подшипника 6208
Основной приводной двигатель использует 7 и период, двигатель и период преобразования частоты 5 кВт;
6 - Режущая система
Период; Модальность Гидравлическая резка
Б & период; Конструкция с последующей режущей конструкцией системы в формовочной машине, длина разреза может быть установлена & period;
7 - Столбец
Рамка: тип платформы без мощности
8 - Электрическая система управления
1-вся линия принимает управление PLC, дисплей дисплея LCD LCD и програмное обеспечение интерфейса man-machine & период; Взаимодействие между работниками и ПЛК и периодом; & RPAR;
Оператор может выполнять следующие
Программа настройки & PLC;
Мониторинг процесса управления,
Измените параметры управления,
Длина цифровой настройки заготовки,
Длина регулировки и периода заготовки;
Оборудование контроля состояния в реальном времени и индикация неисправности и период;
2- Режим работы: Manual & sol; Auto two & period; С ручной функцией автоматического переключения: в ручном режиме может работать автономно, удобный ремонт и полу; В автоматическом режиме все производство и эксплуатация, последовательность запуска и полу; Наряду с кнопкой аварийной остановки, удобной в обращении с чрезвычайными ситуациями, для обеспечения безопасности оборудования и персонала и периода;
|
NO. |
Project |
Unit |
parameters |
Remark |
|
|
1 |
Material |
type | Mild steel Galvanized sheet | ||
| Strength of material sheet | Map | ≥350 | |||
| Thickness of material sheet | mm | 0.8~1.5 | |||
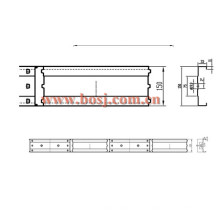
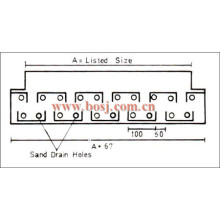
| 2 | Size of production |
mm | Reference the picture |
||
| 3 | Production speed | m/min | 6~8 | ||
| 4 | Material of roller | GCr quenching treatment |
|||
| 5 | Drive type | Gear box | |||
| 6 | Power | kw | About 34 | ||
| 7 | Electric control system | PLC variable frequency control | |||
| 8 | Dimensions(Length*width*height) |
m | 28X4X3.9 | ||
Группа Продуктов : Профилегибочный станок
Другие продукты


Горячие продукты
Машина сэндвич-панели EPS (AF-S1000)C Профилегибочная машина Purlin (AF-80-300)Линия сварки пучка HСтрогальный станокРулоновое оборудованиеСамосвалПокрывающая машинаХолодная сталь HVM серия Высокоскоростная валковая машинаМашина сэндвич-панели EPSЛиния автоматической сварки SINОцинкованная машина для резки листового проката / стальная плитаМашина для формовки рулонных рукавов с нисходящей трубкойСтеновая плитка для плитки напольная плиткаДвойная подача CU Форма Металлический станок Канальный формовочный станокПродвинутый многомодовый цветной стальной профильАвтоматический стальной держатель катушки / Гидравлическая размотка с катушкой автомобиля 5 тонн